
Nylon cable ties are widely used in various industries, such as electrical, automotive, construction, and packaging. They are durable, flexible, and easy to install. However, producing high-quality nylon cable ties requires a reliable and efficient injection molding machine.
In this blog post, we will discuss some of the key factors that you should consider when choosing a nylon cable tie injection molding machine for your business. We will also introduce some of the features and benefits of our own nylon cable tie injection molding machine, which is designed to meet the specific needs of nylon cable tie production.
What is a Nylon Cable Tie Injection Molding Machine?
A nylon cable tie injection molding machine is a type of plastic injection molding machine that is specially designed to produce nylon cable ties. It consists of several components, such as:
- Clamping unit that holds and closes the mold
- Injection unit that melts and injects the nylon material into the mold cavity
- Cooling system that solidifies and cools down the molded product
- Ejection system that removes the finished product from the mold
How is the nylon cable tie molded?

Prepare the nylon material and mold
The mold is a metal tool that has the shape and size of the cable tie that you want to make and the nylon material is a type of plastic that has high strength and flexibility.
Melt and inject the nylon material into the mold cavity
The injection unit, which is a part of the plastic injection moulding machine, heats and melts the plastic material and uses a screw or plunger to push the molten material into the mold cavity.
Cool and solidify the nylon material in the mold cavity
The mold cavity is cooled by a cooling system call chiller, which can be water, and lowers the temperature of the molten material so that it hardens and takes the shape of the cable tie.
Eject the finished cable tie from the mold cavity
The ejection system, another part of the injection molding machine, removes the finished product from the mold cavity and can use pins, plates, or air jets to push or pull the cable tie out of the mold.
Package or process the cable tie further
The cable tie is now ready for use or further processing such as cutting, trimming, or packing.
What are the Key Factors to Consider When Choosing a Nylon Cable Tie Injection Molding Machine?
There are many factors that can affect the quality and efficiency of your nylon cable tie production process. Some of the most important ones are:
The size and capacity of the machine
You should choose a machine that can accommodate your desired product size and output volume. For example, if you want to produce large or long cable ties, you need a machine with a large clamping force and shot weight. If you want to produce small or thin cable ties, you need a machine with a high injection speed and precision.
The material compatibility of the machine
You should choose a machine that can handle different types of nylon materials, such as PA66 or PA6. Nylon materials have high melting points and viscosity, which require high temperature and pressure control during injection molding. You also need a machine with good plasticizing performance and stability to ensure uniform material flow and quality.
The energy efficiency of the machine
You should choose a machine that can save energy and reduce operating costs. For example, you can look for a machine with servo motor or variable pump technology, which can adjust the power output according to the actual demand. You can also look for a machine with low noise and vibration levels, which can improve working conditions and safety.
What are the Features and Benefits of Our Nylon Cable Tie Injection Molding Machine?
Our nylon cable tie injection molding machine is one of our best-selling products in our company. It has many features and benefits that make it stand out from other machines in the market. Some of them are:
- Optimized clamping unit design that provides fast cycle time and high clamping force
- Advanced injection unit design that provides high injection speed and accuracy
- Intelligent control system that provides easy operation and monitoring
- Automatic ejection system that provides smooth ejection without damage or deformation
- Excellent cooling system that provides fast cooling time and low shrinkage rate
- Various optional accessories that provide customization options
- Special screw and barrel for nylon cable tie injection molding
- Self-locking spring nozzle prevent melting material leaking
Why does a nylon cable tie mould need a specialized injection machine?
In order to understand why a nylon cable tie specialized machine is necessary, it’s important to consider the various factors and requirements involved in the production process.
- Choose a high-speed injection molding machine because the flow length of the product is long and the L/t (flow to wall thickness ratio) is 511.
- Use a high-pressure injection molding machine for the dot gate molding style.
- The injection molding machine must have low-inertia pressure and speed switching to prevent flashing during high-pressure, high-speed injection at the end.
- Different types of crystalline plastics have different melting points, with PA66 having a melting point of 260°C to 270°C.
- Nylon has a high moisture absorption rate, so dry the material at a temperature of 80°C for a maximum of 16 hours. If the material is exposed to air for 8 hours, vacuum bake it at around 105°C for 12 hours.
- Choose a long-ratio screw with a length-to-diameter ratio of 18-20 and a compression ratio of 2.5-3.5. Keep the gap between the screw and barrel as small as possible, about 0.05-0.08, and the gap between the screw and the cylinder at 0.08-0.12.
- The moisture content in the plastic can affect the wear on the injection screw surface, so choose a screw made of a high-wear-resistant material.
- Relevant parameters: hopper temperature 310-335°C, nozzle temperature 290-310°C, hot runner temperature 290-310°C, mold temperature 80°C, first stage injection (pressure, speed, stroke) 80%, 95, 60mm.
- Nylon has a high melting point and low viscosity, so a self-locking spring nozzle can be used at the nozzle.
By taking these considerations into account, it becomes clear why a specialized injection machine is necessary for the production of nylon cable ties.
What is the raw material for nylon cable tie?
The raw materials for nylon cable ties are PA6 and PA66, which are semi-transparent or opaque milky white crystalline polymers with plasticity. They have a density of 1.15g/cm3, a melting point of 252°C, a brittle temperature of -30°C, and a heat decomposition temperature higher than 350°C. They have continuous heat resistance of 80-120°C and a balanced moisture absorption rate of 2.5%. They are resistant to acids, alkalis, and oils.
PA6 and PA66 similar properties
PA6 and PA66, being polyamides, have many similar properties despite their distinct molecular structures.
Both have:
- Good impact strength, even at low temperatures
- Good flowability and processability
- Good wear and abrasion resistance
- Excellent resistance to fire and oils
- Good fatigue resistance
- PA6 has Outstanding appearance and better processability compared to PA66 (due to its very low viscosity)
- Good electrical insulation properties
- High moisture absorption
- Poor dimensional stability
- Susceptibility to corrosion by strong inorganic acids and absorption of polar solvents
- Proper drying required before processing
PA6 vs PA66
Although nylon 6 and 66 are very similar materials, their properties do have some differences. The differences are largely due to their differences in chemical structure. Nylon 6 is made from a monomer with 6 carbon atoms, while nylon 66 is made from two monomers, each with 6 carbon atoms.
PA6
- Less crystalline
- Lower mold shrinkage rate
- Lower melting point
- Lower heat deflection temperature
- Higher moisture absorption
- Poor chemical resistance to acids
- More capable of handling high impact and pressure
- Bright surface finish with good gloss and easy to color.
PA66
- More crystal clear and transparent
- Shows a higher mold shrinkage rate
- Higher melting point
- Higher heat deflection temperature
- Lower moisture absorption
- Better resistance to acidic chemicals
- Higher rigidity, tensile modulus, and bending modulus
- More difficult to color.
How to choose PA6 and PA66 for your nylon cable tie productions?
PA6 for nylon cable tie
- Less suitable for use in high-temperature and water-exposed situations due to higher moisture absorption and lower heat deflection temperature
- Better choice if visual appeal and bright colors are more important than mechanical strength
- Recommended for lightweight engineering plastic needed to handle impact and pressure due to its good impact resistance
- PA6 is a cost-effective option for making ties, as it is at least 30% cheaper than PA66.
PA66 for nylon cable tie
- Better choice for industrial cable ties due to higher rigidity, toughness, and hardness compared to PA6
- Can be improved in impact resistance, rigidity, and hardness by adding glass fiber filling
- Best choice for high-performance engineering plastic exposed to higher temperatures due to its lower thermal deformation rate compared to PA6
- If you want to make high-grade ties, PA66 is recommended, although it is much more expensive than PA6. Blends of PA6 and PA66 can also be used.
How to choose nylon cable tie injection molds?

Mold Steel
Choose a high-quality mold steel, such as Cr12MoV or H13 steel. The quality of the mold steel will affect the lifespan of the mold and the quality of the cable ties.
Mold Design
The mold design is critical for producing high-quality cable ties. The mold should be designed to prevent warping, cracking, and other defects.
Mold Cavity
The mold cavity determines the size and shape of the cable tie. Choose a mold cavity that matches the cable tie size and shape you want to produce.
Hot or Cold Runner
Choose a hot or cold runner system based on the cable tie size, shape, and quantity. Hot runner systems are more expensive but can reduce waste and produce higher-quality cable ties.
Mold Cost
The cost of the mold is an important consideration. However, it is also important to balance cost with quality. A higher-quality mold may cost more upfront, but it will produce higher-quality cable ties and last longer.
Manufacturer Experience
Choose a reputable mold manufacturer with experience producing cable tie molds. A manufacturer with experience can provide valuable advice and support throughout the production process.





What size nylon cable ties to make?
The following table lists some of the main sizes of nylon cable ties for your reference. Of course, they can also be designed and customized according to the requirements of each country.
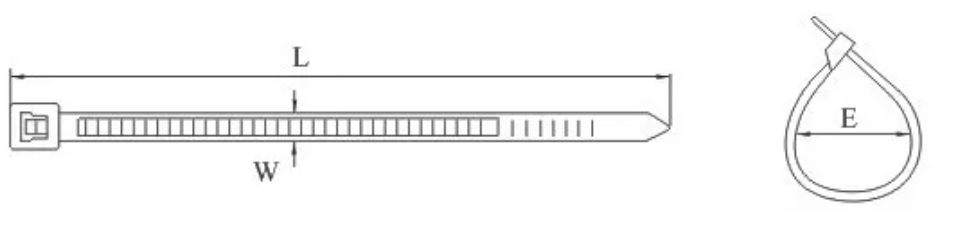
| ITEM.NO. | L | L | W(mm) | Bundle diameter E(mm) | Min.loop tensile strength | Min.loop tensile strength |
| / | INCH | MM | / | LBS | KGS | |
| 2.5×100 | 4″ | 100 | 2.5 | 2-22 | 18 | 8 |
| 2.5×120 | 4 3/4″ | 120 | 2.5 | 2-30 | 18 | 8 |
| 2.5×150 | 6″ | 150 | 2.5 | 2-35 | 18 | 8 |
| 2.5×160 | 6 1/4″ | 160 | 2.5 | 2-40 | 18 | 8 |
| 2.5×200 | 8″ | 200 | 2.5 | 2-50 | 18 | 8 |
| 3.6×100 | 4″ | 100 | 3.5 | 2-22 | 40 | 18 |
| 3.6×120 | 4 3/4″ | 120 | 3.5 | 3-30 | 40 | 18 |
| 3.6×150 | 6″ | 150 | 3.5 | 3-35 | 40 | 18 |
| 3.6×180 | 7″ | 180 | 3.5 | 3-42 | 40 | 18 |
| 3.6×200 | 8″ | 200 | 3.5 | 3-50 | 40 | 18 |
| 3.6×250 | 10″ | 250 | 3.5 | 3-65 | 40 | 18 |
| 3.6×280 | 11″ | 280 | 3.5 | 3-70 | 40 | 18 |
| 3.6×300 | 11 5/8″ | 300 | 3.5 | 3-80 | 40 | 18 |
| 3.6×370 | 14 1/2″ | 370 | 3.5 | 3-102 | 40 | 18 |
| 4.8×120 | 4 3/4″ | 120 | 4.5 | 1-3 | 50 | 22 |
| 4.8×160 | 6″ | 120 | 4.8 | 3-24 | 50 | 22 |
| 4.8×180 | 7″ | 180 | 4.8 | 3-42 | 50 | 22 |
| 4.8×200 | 8″ | 200 | 4.8 | 3-50 | 50 | 22 |
| 4.8×250 | 10″ | 250 | 4.8 | 3-65 | 50 | 22 |
| 4.8×280 | 11″ | 280 | 4.8 | 3-70 | 50 | 22 |
| 4.8×300 | 7 8/5″ | 300 | 4.5 | 3-82 | 50 | 22 |
| 4.8×350 | 13 3/4″ | 350 | 4.5 | 3-90 | 50 | 22 |
| 4.8×380 | 15″ | 380 | 4.8 | 3-102 | 50 | 22 |
| 4.8×400 | 15 3/4″ | 400 | 4.8 | 3-105 | 50 | 22 |
| 4.8×430 | 17″ | 430 | 4.8 | 3-110 | 50 | 22 |
| 4.8×450 | 17 3/4″ | 450 | 4.8 | 3-130 | 50 | 22 |
| 4.8×500 | 19 11/16″ | 500 | 4.8 | 3-150 | 50 | 22 |
| 7.6×150 | 6″ | 150 | 7 | 3-33 | 85 | 38 |
| 7.6×200 | 8″ | 200 | 7.8 | 3-50 | 85 | 38 |
| 7.6×250 | 10″ | 250 | 7 | 4-63 | 120 | 55 |
| 7.6×300 | 11 5/8″ | 300 | 7 | 4-82 | 120 | 55 |
| 7.6×350 | 13 3/4″ | 350 | 7 | 4-90 | 120 | 55 |
| 7.6×370 | 14 1/4″ | 370 | 7 | 4-98 | 120 | 55 |
| 7.6×400 | 15 3/4″ | 400 | 7 | 4-105 | 120 | 55 |
| 7.6×450 | 17 3/4″ | 450 | 7 | 4-118 | 120 | 55 |
| 7.6×500 | 19 11/16″ | 500 | 7 | 4-450 | 120 | 55 |
| 7.6×550 | 29 9/16″ | 750 | 7 | 4-220 | 120 | 55 |
| 9×450 | 17 3/4″ | 450 | 9 | 4-118 | 175 | 80 |
| 9×550 | 21 1/16″ | 550 | 9 | 8-160 | 175 | 80 |
| 9×600 | 21 1/16″ | 650 | 9 | 8-190 | 175 | 80 |
| 9×650 | 25 9/16″ | 600 | 9 | 8-190 | 175 | 80 |
| 9×700 | 27 1/2″ | 700 | 9 | 10-205 | 175 | 80 |
| 9×760 | 30″ | 760 | 9 | 10-225 | 175 | 80 |
| 9×800 | 36 1/4″ | 920 | 9 | 10-265 | 175 | 80 |
| 9×900 | 36 1/4″ | 920 | 9 | 10-265 | 175 | 80 |
| 9×1020 | 40 1/6″ | 1020 | 9 | 10-295 | 175 | 80 |
| 9×1210 | 47 3/4″ | 1210 | 9 | 10-340 | 175 | 80 |
| 12×650 | 25 9/16″ | 650 | 12 | 14-190 | 250 | 114 |
How to package the produced nylon cable ties?
Nylon cable ties packaging machine

Nowadays, the main nylon cable ties packaging machine is to water-injection packaging machine. The water-injection cable tie packaging machine adds water to the packaging through a water pipe set on the machine and a coordinated water pump and water tank, also has a suction pipe and pump for vacuum packaging.
- Helps to effectively avoid the increase of water content in the production process of cable ties, such as boiling
- This greatly reduces the production and packaging cycle of cable ties
- Improves the efficiency of cable tie production and packaging
Nylon cable tie injection molding machine price
Nylon cable tie injection molding machines price list
| Description | Q’ty | Unit price (USD) |
| 170-200Ton servo injection machine -PA screw and barrel | 1 | 38,660.00 |
| Side entry robot | 1 | 5,820.00 |
| 3m*600mm Conveyor belt | 1 | 850.00 |
| Sealing packing machine | 1 | 2,170.00 |
| Color mixer 50kgs | 1 | 1000.00 |
| Crusher 400kgs | 1 | 1,610.00 |
| Hopper dryer 100kgs | 1 | 600.00 |
| Auto loader 1.5P | 1 | 680.00 |
| Chiller 5HP | 1 | 3,130.00 |
| Cooling tower 30Ton | 1 | 750.00 |
| Crane 4m | 1 | 2,280.00 |
| Nylon cable tie 3*100mm mold -80 cavities -mold material: Cr12mov -runner: -cold/hot runner | 1 | 3,450.00 |
| Total Fob (USD) | 12 | 61,000.00 |
In conclusion, choosing the right nylon cable tie injection molding machine is essential to the success of your business. Consider factors such as the machine’s size, material compatibility, and energy efficiency when making your decision.
Whether you’re looking to produce PA6 or PA66 nylon cable ties, it’s important to consider factors such as impact resistance, moisture absorption, heat deflection temperature, and price when making your choice of material.
Finally, proper packaging is also key to the success of your production process. Consider using a water-injection packaging machine to improve the efficiency of your cable tie production and packaging.
FAQ
Why does the nylon cable tie turn yellow after a period of time?
- Poor quality of raw materials used for cable ties
- Injection temperature during the production process is too high
- Prolonged drying time during production
- Insufficient cooling and timely heat dissipation of molds during production
- Inadequate or delayed post-treatment of cable ties
- Natural oxidation during storage of cable ties
- Water evaporation or high temperature can cause yellowing of cable ties
- Incorrect storage conditions can also contribute to yellowing of cable ties
- Use of improper or low-quality materials for production can affect the cable tie’s strength and quality
- Improper production processes can result in the formation of poor quality cable ties.
Why are nylon ties brittle and easy to break?
- Improper storage: Nylon ties can become brittle and break easily if they are stored in areas with extreme temperature fluctuations, high humidity, or direct sunlight.
- Exposure to UV light: Over time, exposure to ultraviolet light can cause nylon ties to become brittle and break more easily.
- Poor quality raw materials: The use of low-quality or improperly processed nylon material can lead to ties that are weak and easily breakable.
- Overheating during the manufacturing process: If the temperature during the injection molding process is too high, it can cause the nylon ties to become brittle and break easily.
- Insufficient cooling during manufacturing: If the cooling process is not done correctly during manufacturing, the ties can become warped, which can make them more prone to breaking.
- Incorrect storage after manufacturing: If nylon ties are stored in conditions that are too hot, cold, or humid, they can become brittle and break easily.
- Excessive bending: Repeated bending of nylon ties can cause microscopic cracks to form, which weakens the tie and makes it more prone to breaking.
Why are there bubbles in the nylon ties?
- Moisture in the resin: If the nylon resin contains moisture, it will release steam when heated during the injection molding process, leading to bubbles in the product.
- Injection temperature: If the temperature is too high or too low during the injection molding process, it can cause bubbles in the product.
- Injection speed: If the injection speed is too fast, it can cause turbulence in the molten plastic and result in bubbles.
- Injection pressure: If the injection pressure is too high, it can cause the plastic to be compressed and cause bubbles.
- Mold design: If the mold design is not suitable or has problems such as insufficient venting, it can cause bubbles in the product.
If you’re interested in learning more about our nylon cable tie injection molding machine and how it can help improve your production process, contact us for more information.