When it comes to plastic injection moulding machines, there are a lot of different factors that can affect the final product. To get a better understanding of injection machines or choose a suitable injection machine, we have to know some plastic injection molding machine specifications. Herein, we will introduce some of the most critical specifications. Let’s dive in!
Screw diameter
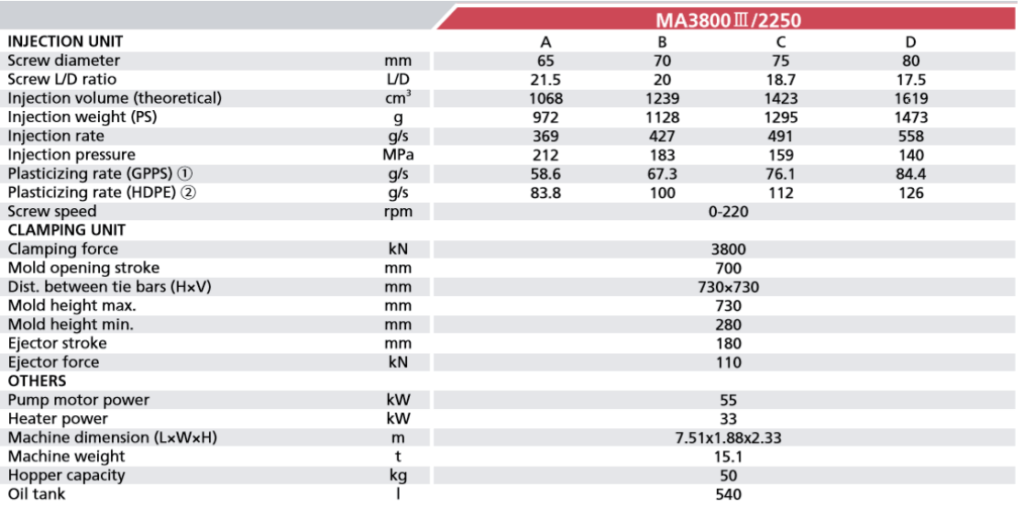
Injection molding machines are classified by their screw diameter. This is the measurement of the diameter of the screw used to inject the molten plastic into the mould. The screw diameter will determine the maximum volume of plastic that can be injected into the mold.
The same injection molding machine is divided into four types of screw diameters A, B, C, and D (small machines only A, B, and C three). A-screw diameter is the smallest, injection pressure is the largest, injection volume is the smallest, D-screw diameter is the largest, injection pressure is the smallest, and injection volume is the largest.
Screw L/D ratio
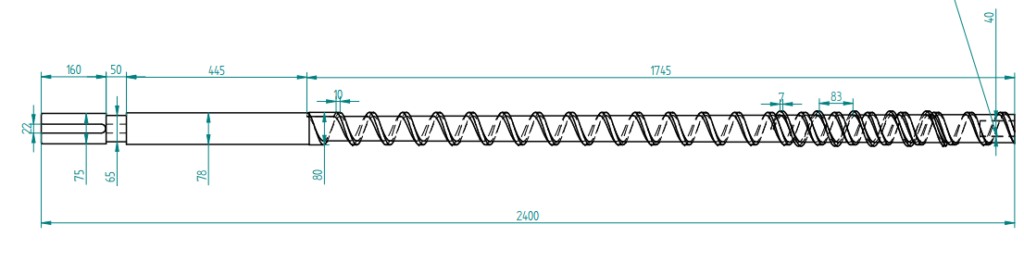
The screw L/D ratio of an injection molding machine refers to the ratio of the screw’s length to its diameter. L is the effective length of the screw thread part. The larger the screw L/D ratio, the longer the thread length, which directly affects the heat of the material transported in the screw groove, affecting the ability to absorb energy.
A large L/D ratio can get low-temperature homogeneous melt, stable extrusion, and high plasticization capacity, but too large transfer torque and energy consumption increase, and it’s unnecessary in the design and manufacture, so the L/D ratio is usually between 16:1 and 20:1.
Injection volume (theoretical)
An injection moulding machine’s theoretical injection volume is the maximum molten material volume that can be injected in one shot by the screw.
Injection volume(cm3) = (d2/4) × i
d – screw diameter – cm
i – injection stroke – cm
The actual injection volume is about 97% of the theoretical one due to the melting backflow and the backward movement of the stop valve. When choosing an injection molding machine, we recommend using 20% to 80% of the machine injection volume as a guideline. Choose 20% to 80% of theoretical injection volume for low requirements injection and 40% to 60% of theoretical injection volume for high requirements injection.
Injection weight (PS)

The maximum weight of the melted plastic injected in one shot by an injection molding machine is called injection weight. Usually, the PS material with a density of 1.05 is used as a measurement reference. The unit is grams (g) or ounces (oz).
Other plastic material injection weight conversion formula
Other plastic material Injection weight = Wx × Vx / 1.05
Vx – plastic density – g/cm3
Wx – injection weight of PS material – g
| Plastic material | Density | Plastic material | Density |
| PVC | 135-1.45 | HDPE | 0.94 ~ 0.965 |
| PMMA-372 | 1.18 | PE | 0.92 |
| Modified PS 204 | 1.07 | PP | 0.9-0.91 |
| Ultra High Impact ABS | 1.05 | PSF | 1.24 |
| Low temperature impact ABS | 1.02 | PA 1010 | 1.04-1.06 |
| High strength medium impact ABS | 1.07 | PA 1010 Glass fiber | 1.23 |
| Heat-resistant ABS | 1.06-1.08 | PA66 | 1.14-1.15 |
| PPO | 1.06-1.07 | PC | 1.2 |
| POM | 1.41 | High Performance PC | 1.4-1.42 |
| PET | 1.4 |
Injection rate
The injection rate is measured in terms of how much plastic is injected into the mold per second. The higher the injection rate, the faster the machine can produce parts. The injection rate is a function of the machine’s screw speed and stroke.
Injection rate = Vs × 3.14 × (d / 2)2 × Vx × K
Vs – screw injection speed – cm/s
d – screw diameter – cm
Vx – melt density of raw materials – g/cm3
K – injection efficiency – 0.8-1
Low injection rate and long melt filling time, it is easy to produce cold joints, uneven front and back density, high stress and other disadvantages.
However, we can use low-temperature molds under high injection rates to shorten the molding cycle. Under the condition that no overfill is formed, the high injection rate can also reduce the required clamping force.
Meanwhile, high injection rates also have some disadvantages.
If the injection speed is too high, the molten material will easily form irregular flow, material scorching, as well as gas inhalation and poor exhaust, etc.
At the same time, a high injection rate cannot ensure the stable withdrawal of injection and holding pressure, forming overfill and making the products appear overflowing.
Injection pressure
Injection pressure is the pressure exerted by a screw to overcome the resistance of the melt flowing through the nozzle, sprue and mold cavity. The injection pressure in the specification table is the highest in the barrel during injection, not the highest pressure of the oil pressure.
Injection pressure and oil pressure are inversely proportional to the ratio of the cross-sectional area of the screw to the area of the injection cylinder. Usually, the injection pressure is ten times the maximum oil pressure.
Injection pressure / oil pressure = injection cylinder cross-sectional area / screw cross-sectional area
On the same injection molding machine, A-screw produces the maximum injection pressure, and D-screw creates the minimum injection pressure.
For a particular screw, the maximum injection pressure is certain. A higher injection pressure helps engineering plastics injection moulding.
If the injection pressure is set too high, the product may produce burr, make it difficult to demold, affect the product’s finish, and produce large internal stress.
If the injection pressure is too low, the material may not be fully satisfied with the mould cavity or even cannot be formed.
| Plastic Material | Thick-walled products that flow easily | Medium flow products, general products | Difficult flow, thin-walled, narrow-gate products |
| ABS | 80-110 | 100-130 | 120-150 |
| POM | 85-100 | 100-130 | 120-150 |
| PP | 70-100 | 100-120 | 120-150 |
| PA | 90-110 | 110-140 | >140 |
| PC | 100-120 | 120-150 | >150 |
| PMMA-372 | 100-120 | 120-150 | >150 |
| PS | 80-100 | 100-120 | 120-150 |
| PVC\UPVC | 100-120 | 120-150 | >150 |
| MF\PF\BMC | 100-140 | 140-175 | 175-230 |
| TPR\EVA | 80-100 | 100-120 | 120-150 |
Plasticizing rate
Plasticizing rate is the largest hard plastic weight that an injection molding machine can plasticize at the highest screw speed and zero back pressure.
plasticizing rate = (injection molded parts weight + sprue weight) / screw rotation time
Pr = (Wi + Ws) / t
Pr – plasticizing rate – g
Wi – injection molded parts weight – g
Ws – sprue weight – g
t – screw rotation time- s
When producing thin-wall or precision injection molded parts on a high-speed injection molding machine, it is vital to match the injection weight and plasticizing rate. Enlarging the electric motor and oil pump to increase the plasticizing rate is necessary.
Screw speed
Screw speed is the speed at which the screw rotates and is measured in revolutions per minute (rpm). Screw rotation speed is not as important as the surface speed of the screw.
screw surface speed (mm / s) = 3.1416 × screw diameter (mm)× screw speed (rpm) / 60
The screw speed has a direct effect on the quality of the final product. If the screw rotates too slowly, the plastic will not be evenly distributed, resulting in an inferior product.
If the screw rotates too fast, the plastic will become overheated and degrade the final product’s quality. The optimal screw rotation speed depends on the type of plastic used and the desired final product quality.
Clamping force
Clamping force is the force applied to the mold by the injection molding machine. The clamping force reflects the size of the machine’s ability. It is also used as the main parameter to indicate the size of an injection machine.
Nowadays, most injection molding machine manufacturers use the clamping force (tonnage) as the name of the machine mode, such as 100ton or 500ton injection machines.
We have introduced four formulas to estimate injection molding machine clamping force in our last article How to calculate injection molding machine tonnage.
Mold opening stroke
The mold opening stroke is the displacement of the moving platen from mold closing to mold opening. The opening stroke determines the maximum height of the injection molded part.
opening stroke ≥ 2H + L
H – injection molded part height
L – spure length
L = 0 in a hot runner system
The above inequality provides enough space for robots or manual removal operations.
Mold height

Mold height, also called the mold holding capacity, is the minimum to maximum mold thickness the injection molding machine can hold. The difference between them is the mold adjustment capacity of the injection molding machine.
mold height max. = mold height min. + mold height adjustment.
When you choose a suitable machine for a mold, you must follow the formula below:
machine mold height min. ≤ mold actual height ≤ machine mold height max.
Distance between tie bars (H * V)
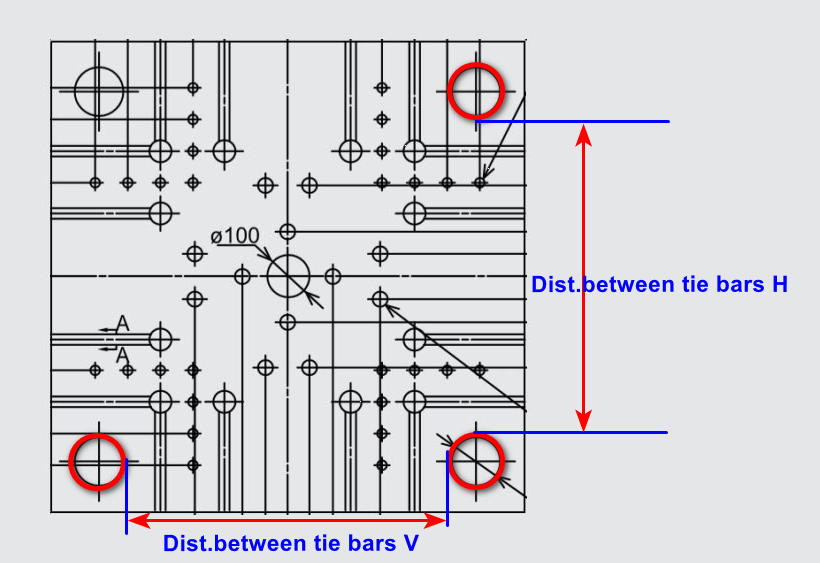
The distance between the tie bars of an injection molding machine is essential when choosing a machine for the mold. The distance between the tie bars determines the mould size used with the machine.
If the mold is lifted above, its width should be smaller than the horizontal tie space. If the mold is pushed in from the side, its length should be less than the vertical tie space.
It is recommended to leave 25mm more space on both sides of small molds and 50 mm more space on both sides of large molds.
Avoiding heavy molds from hitting the tie bar during installation is also necessary, which will dent and affect the subsequent smooth movement.
Ejector stroke
The ejector stroke of an injection molding machine is the distance that the ejector pin moves to eject the molded part from the mold. This can be a critical dimension; too much might damage the molded part, while too little will be difficult to remove the parts.
You must consider this parameter according to your product when purchasing an injection moulding machine.
Generally, in semi-automatic operation, ejector stroke needs more than half of the product height. In a fully automatic cycle, ejector stroke needs to be more than the whole product height.
Ejector force
The ejector force of an injection molding machine is the force that the machine uses to push the molded parts out of the mold cavity. An ejector hydraulic cylinder generates this force.
When the part cools, it will grip the mold due to shrinkage, requiring a large ejector force to release the mould.
The ejector force is vital for the products with thread to be forced out of the mold. Each product needs to be about 400-600kgf ejector force when its diameter is about φ40.
Pump motor power

The hydraulic oil pressure system is driven by an electric motor that drives an oil pump. It converts electrical energy into kinetic energy with a specific efficiency.
The power rating of an electric motor is measured in kilowatts or horsepower, which represents the motor’s maximum power output under specified conditions.
The power rating of a motor should not be confused with efficiency. A lower power rating does not mean the injection molding machine is more efficient.
It only means it will experience greater overload during the injection molding cycle. The efficiency of all three phase motors is about 90%.
A high-power motor does not consume more energy. The load determines how much energy is used up (how much work to do).
Heater power
The total heater power is the sum of the power of all electric heaters.
The electric heat on the barrel raises the temperature of the plastic at the start of the machine. It also assists in the plasticization of the screw rotation during the injection cycle. A high electric heating power helps to reduce the heating time.
There are usually one or two heaters per heating zone. The heaters are distributed evenly over the three phases as much as possible.
Machine dimension(L*W*H)
The injection molding machine dimension is typically expressed in length, width and height. A well-designed injection molding machine has the advantage of power production capacity and a smaller footprint, saving space in the plant.
The machine dimension should be carefully considered, especially regarding transportation and plant layout; you need to know how big a container is and how much plant space to use for the injection molding machine.
Machine weight
The same goes for the injection molding machine weight. A well-designed injection molding machine is not only powerful but also lighter.
Cranes are generally used when lifting and installing injection molding machines. A crane with a lifting weight greater than the weight of the injection molding machine is required. Many customers ignore this problem, wasting a lot of time installing the injection molding machine.
Hopper capacity
How long does a hopper last when it is filled with plastic?
Larger hoppers reduce operator handling.
However, when using moisture-absorbing plastic, the plastic should not remain in the hopper for more than one hour.
The plastic weight(kg) filling into the hopper should be less than the actual injection weight (g)*3600/(cycle time (sec)*1000).
That’s to say, the total injection weight in one hour must be less than hopper capacity.
Oil tank
Hydraulic oil tank capacity is related to cooling and is used to determine how many barrels of hydraulic oil need to be bought. A larger oil tank can hold more hydraulic oils and help reduce the oil temperature, as the heat is distributed in more oil.
A hydraulic oil barrel has a capacity of 200 litres. An injection molding machine with a 500 litres oil tank needs to buy 3 barrels of hydraulic oil.
Conclusion
This article introduced several critical plastic injection molding machine specifications, such as screw diameter, screw L/D ratio, and injection volume. We hope this can help you understand the most important factors when choosing a suitable injection machine.