
The screw barrel for injection moulding machine is also one of the most vulnerable parts. A set of screws and barrels is a critical component in an injection moulding machine, as it is responsible for melting the plastic pellets and injecting them into the mold. The screw barrel is usually made of steel and is cylindrical.
If the screw barrel is not maintained correctly, it can cause many problems for the machine, including decreased productivity, lower quality output, and even machine damage.
How many zones are in a screw?
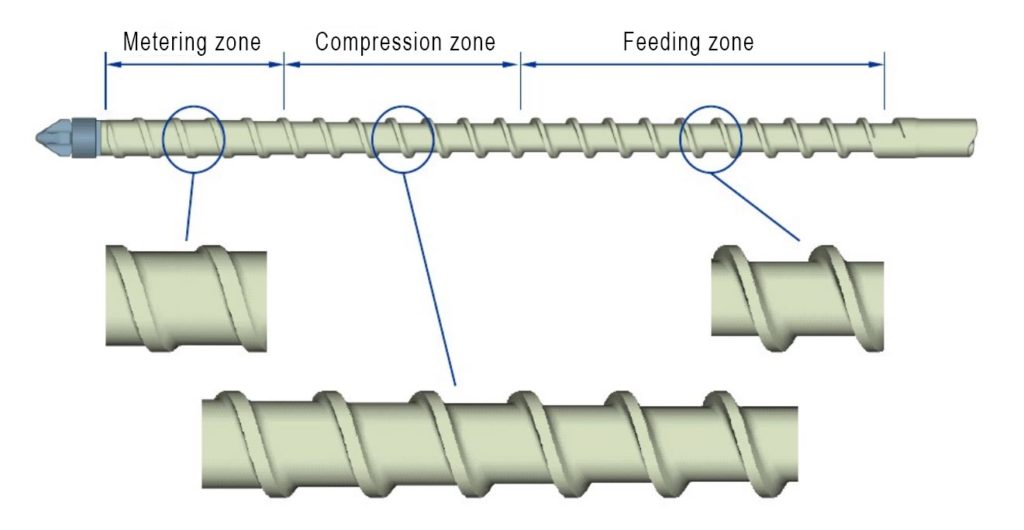
There are three zones in an injection molding machine screw. The first zone is the feeding zone, where the plastic material is fed into the screw.
And The second zone is the compression zone; in this section, the plastic material is compressed by the screw.
The last zone is the metering zone, where the screw controls the flow of plastic material.
The feeding zone
Role: Responsible for plastic conveying and preheating; ensure the melt starts at the end of the feeding section and preheats to the melting point.
Length: For materials with high solid specific heat capacity, high melting point and slow heating up, more heat is needed to heat up to the melting point, so the charging section should be extended.
The feed zone for crystalline materials is the longest; the feed zone for amorphous materials is the second longest; the feed zone for thermo-sensitive materials is the shortest.
The compression zone
Role: responsible for mixing plastics, compression and pressurized exhaust; this section of the raw material has almost all melted but is not necessarily mixed evenly.
Length: For amorphous plastics: the compression section should be longer (gradual); otherwise, the volume of the screw groove space decreases too fast, and the volume of the material decreases slowly (the reason is that non-crystalline plastics have no melting point and are gradually softened and melted), which will produce excessive shear causing material degradation or even blockage.
For low viscosity and good heat resistance, crystalline plastics, such as nylon: use a short compression section length (mutation type).
Long compression section should be used for high viscosity, poor heat resistance, low heat transfer and high additive.
The metering zone
Role: The material should be all melted to ensure the temperature and mixing are even.
Length: long metering section, good mixing effect: too long metering section is easy to make the melt stay too long and produce thermal decomposition; too short is easy to make the temperature uneven.
What are the parts of the screw?
The screw

The screw first turns the solid plastic pellets into a molten plastic stream by rotating and shearing the heat generated and then injecting the molten plastic into the mold.
The barrel

There is an auxiliary electric heating device on top of the barrel, which can provide heat for melting plastic pellets.
The nozzle

The nozzle is the transition part connecting the barrel and the mold. The melted material will be injected into the mold with high pressure and fast movement through the nozzle during the injection.
The screw tip
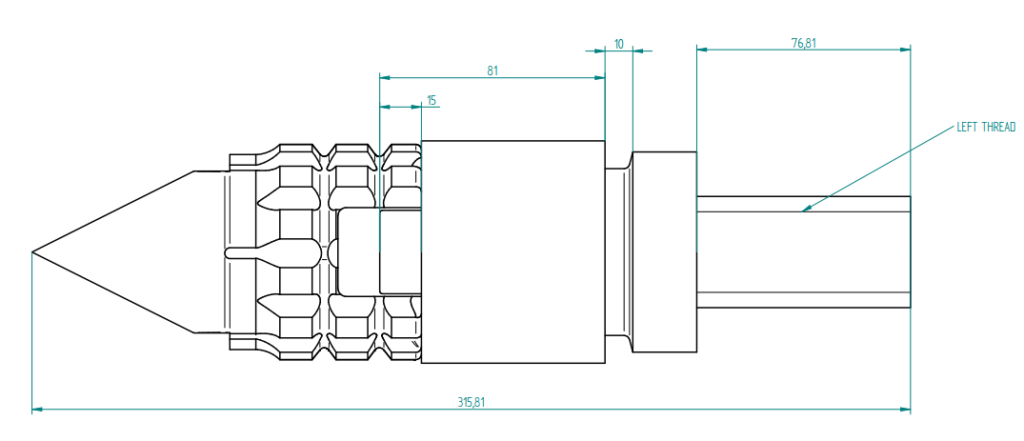
The screw tip is a part mounted on the front of the screw, and its primary function during plasticizing is to mix the plastic melt and make the melt further mixed.
What are the main parameters of the screw?
In our last article, we talk about 20 most important plastic injection molding machine specifications. Herein, we will discuss main parameters of the screw.
Feeding zone tooth depth h1
The deeper the feeding tooth depth, the greater the conveying volume in the feeding zone, but the screw strength must be considered. Feeding zone tooth depth = (0.12 -0.14)D.
Metering zone tooth depth h3
The shallower the metering tooth depth, the hotter the plasticizing, and the better the mixing performance. However, the need to prevent the plastic from burning is especially unfavorable to heat-sensitive plastics. Metering zone tooth depth = (0.05~0.07)D.
L/D ratio
If the L/D ratio is large, the material will be mixed evenly, but it is easy to cause material degradation.
- for thermally stable plastics, a longer screw can be used to improve the mixing characteristics without worrying about degradation
- for thermally unstable plastics, a shorter screw or a screw without threads at the end can be used
Compression ratio
- The ideal compression ratio should meet the gradient, i.e. (h1 and h3)/L2 and the material melt rate. Still, the current melt rate can not be calculated.
- The higher the compression ratio, the higher the temperature rise in the barrel, the better the plasticizing plastic, and the relative amount of material discharged are significantly reduced.
- The high-pressure shrinkage ratio is suitable for plastics that are not easy to melt, especially for plastics with low viscosity and good thermal stability.
- The low-pressure shrinkage ratio is suitable for plastics that are easy to melt, especially for high viscosity and heat-sensitive plastics.
Screw speed
The rotation speed of the screw directly affects the shear of the plastic in the spiral groove.
- The small screw groove depth is shallow and absorbs heat quickly enough to promote plastic softening in the compressed section. The screw and the wall of the material tube between the frictional heat are lower, suitable for high-speed rotation, growing the plasticizing ability.
- The large screw is not easy to rotate quickly to avoid uneven plasticization and excessive frictional heat.
Pitch S, spiral lift angle φ
- φ=πDtgφ, General D=S,then φ=17°40′.
- φ has an influence on the plasticizing ability. Generally speaking, φ is larger then the conveying speed is faster. Therefore, the material shape is different, and its φ also changes.
- Powder material can take φ=25°, cylindrical material φ=17°, and square material φ=15°. Still, the difference of φ is also more challenging to process, so generally, φ takes 17°40′.
Screw prism width e
For the small viscosity of the material, e try to take larger, too small easy to leak flow; but too large will increase power consumption, easy to overheat, e = (0.08-0.12) D.
What is the material of the screw and barrel?
Different screw materials, including nitrided steel, chromium-plated steel, and stainless steel, can be used. The choice of material will depend on the application and the type of plastic being injected.
Barrel material
- Standard barrel:
- Nitrided steel (hardness: HV850-950)
- Nitriding layer depth 0.5-0.7mm
- Bimetallic barrel:
- Nickel-based alloy surface hardening
- Surface centrifugal casting 40% tungsten carbide lining, depth greater than 2mm, hardness HRC55-62
- The service life is 4-5 times of the standard barrel
Screw material
(1) Base material:
High-performance alloy steel or ion nitride alloy steel (standard nitriding time 72 hours) Example: 38 CrMoAl,34 CrAINi7
(2) Surface treatment:
Surface chromium plating hardening (for materials PC, PVC, etc.) HRC ≥55; chrome layer depth: 0.05-0.1mm; surface roughness: Ra0.4um
(3) Screw straightness: 0.015mm Screw radial clearance: 0.002-0.005D
(4) Bimetallic screws (a)Nickel-based alloy sprayed on the screw prongs (b)Surface high-pressure high transport melt shot 80% tungsten carbide, depth greater than 2mm, hardness HRC55-62.
How to improve the working life of injection molding machine screw and barrel?
Set a reasonable temperature
Especially for reinforced plastics such as those containing glass fiber or mineral powder. The barrel processing temperature should be controlled to close to this temperature range.
Granular plastic from the hopper into the barrel, the first will reach the filling section, in the filling section will inevitably appear dry friction, when these plastics are underheated, uneven melting, easy to cause the inner wall of the barrel and screw surface wear increases.
Similarly, suppose the molten state of the plastic is not uniform in the compression and metering section. In that case, it will also cause increased wear.
Adjusted screw speed correctly
As some plastics with reinforcing agents, such as glass fiber, minerals or other fillers.
These substances are often much greater than the abrasive force of molten plastic on metal materials.
When injection molding these plastics, if high speed is used, it will increase the shear force on the plastic and at the same time, it will also produce more torn fibers, which contain sharp ends, making the abrasion force much higher.
Inorganic minerals in the metal surface at high-speed glide, its scraping effect is not small. So the speed should not be adjusted too high.
Remove the debris
Must install magnet frame, strict management and monitoring of feeding.
Dry the pellets
(1) If the plastic in the injection molding before not all the water is excluded, residual water into the screw compression section is formed before the melt mixed in the molten plastic with high-temperature pressure “steam particles,” with the injection process screw advance, from the equalization section to the screw head, these “steam particles, “in the injection process of unloading pressure expansion, such as a fine impurity hard particles, the wall of the abrasive damage.
(2) For some plastics, moisture may become a catalyst for plastic cracking at high temperatures and pressure, producing harmful impurities that can erode the metal surface. Therefore, the drying of plastic injection molding before the work not only affects the quality of the parts have a direct relationship but also affects the working life of the screw.
Check the concentricity of the screw and the barrel
Take care of additives
Flame retardants in the process will decompose corrosive gases due to the lower temperature in the feeding section, easy to accumulate gas, and so easy to corrode.
Conclusion
The screw barrel for injection moulding machine play a vital role in the manufacturing process. Considering the various factors involved helps you choose the best set for your needs. With a better understanding of these factors, you will be able to make a more informed decision.