Want to make water bottle caps, don’t know how to choose a bottle cap making machine?
In this article, we will give you a comprehensive guide.
There are two main ways to manufacture bottle caps. One is injection molding, the other is compression molding.
Compression molding has many pros, like high efficiency, no-gate mark, low-energy costs.
Meanwhile, the injection moulding cap also has its pros, such as moulding more complex shapes, multi-vendor for equipment, multiple material choices, independent cavity control, easily changing sizes, et cetera.
If you still don’t know how to choose, you could read more details about INJECTION VS COMPRESSION CAPS.
Why does our customer choose injection molding caps? The main reason is he wants to save costs, making PET preforms and PE caps on one machine.
In addition, there are still some other reasons below:
- Save a cap edge folding machine, which means a lot of money
- Cap injection moulding machine is easy to operate
- A cap compression machine can just make caps
At present, I think you have a good understanding of why our customer prefers injection molding cap solution to compression moulding cap solution. Let’s have a deeper understanding of the whole cap injection production process.
Customer’s requirements
Our customer’s requirements are below:
| Cap size | Weight | Quantities | Material |
| 28mm short | 2g | 15000 pcs/hour | HDPE/LDPE |
| 30mm short | 1.8g | 15000 pcs/hour | HDPE/LDPE |


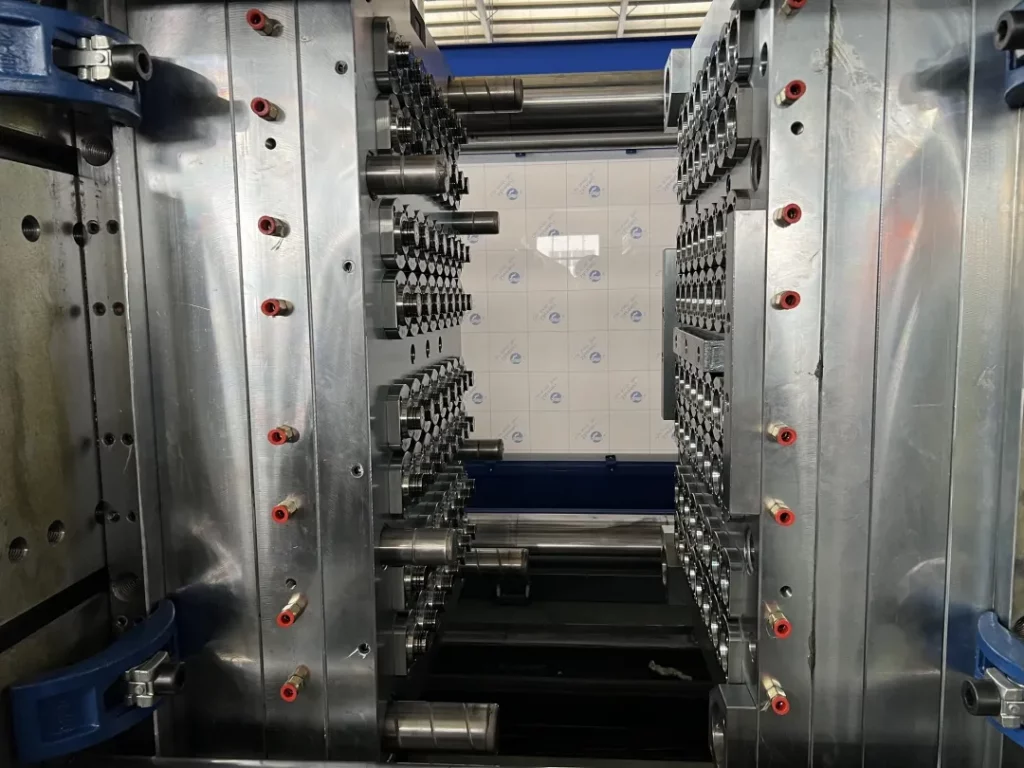
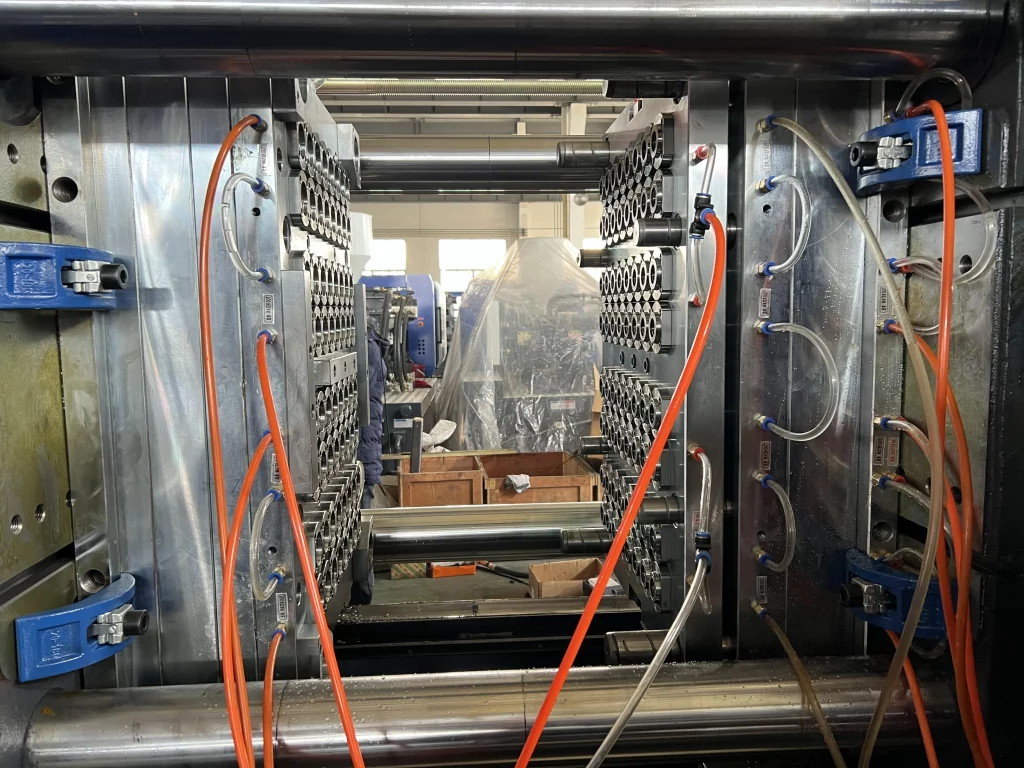
64-cavity water caps solution
In accordance with the customer’s capacities, our engineers designed 64 cavities cap moulds to match his production.
The mould size is 925*700*700mm, the core and cavity material is S136 steel, and the mould frame material is P20 steel.
Of course, you can choose 4Cr13 stainless iron as an alternative.
Thanks to the 64-point hot runner system, the cycle time is as fast as 14s. The surface is very beautiful because of the polished process.
| Mould Cavities | Runner | Core & cavities material | Mould frame material | Cycle time | Surface | Mould size |
| 64cavities | 64-point hot runner | P20/4Cr13 | S136 | 15s | polished | 925*700*700mm |
| 64cavities | 64-point hot runner | P20/4Cr13 | S136 | 15s | polished | 925*700*700mm |
Water Bottle Cap Material
Some customers new to the water bottle caps making field don’t know use what materials to make water bottle caps.
Some of them may know HDPE or LDPE.
To make good water caps, our engineers tested many materials, and they found a formula for mixing HDPE and LDPE.
80% HDPE and 20% LDPE could make excellent water bottle caps.
If you are interested in the grades of those plastic granules and the proportion, please get in touch with us.
Water bottle cap production line
According to the mould size, we equipped a 390Ton injection moulding machine.
The biggest mould this machine can hold is 730*730*730mm, and its A-screw shot weight is 1226g.
The whole caps making line from A-Z equipment are shown in the table below:
| Machine Model | Quantities |
| 390TON SERVO INJECTION MACHINE | 1 |
| HOPPER DRYER 100KGS | 1 |
| AUTO-LOADER 1.5HP | 1 |
| CRUSHER 400KGS | 1 |
| AIR CHILLER 30HP | 1 |
| MIXER 200KGS | 1 |
| Conveyor 4.5*1.35m | 1 |
| 64Cavities 2g, 28mm Water Bottle Cap Mold | 1 |
| 64Cavities 1.5g, 30mm Water Bottle Cap Mold | 1 |
| Cap Slitting Machine with Loader | 2 |
| 50Ton Cooling Tower | 1 |
Water bottle caps production capacity
Above bottle cap making machines cycle time is 15s, the production capacity per hour is 15360pcs, 24 hours capacity is 368,640pcs.
If working time is 300 days per year, the total caps capacity would be more than 110 million pcs.
Water bottle caps injection machines installation
How do install water bottle caps injection machines?
The best way to install all these injection machines is by our injection installation engineers.
Nevertheless, with the COVID-19 pandemic worldwide, going abroad is very hard.
Thus, we will use alternative online services such as videos/images to guide you in installing the injection moulding machines.
64-cavity caps mould Installation
The hardest part is how to install 64 cavity caps mould, let’s demonstrate step by step.
- lock the male half mould and female half mould, prevent the mould from separating and hitting the operator and equipment during the lifting process.
- Using the manual mode of the injection moulding machine, open the injection machine’s fixed and move the platen to the maximum opening stroke.
- Caps mould Lifting
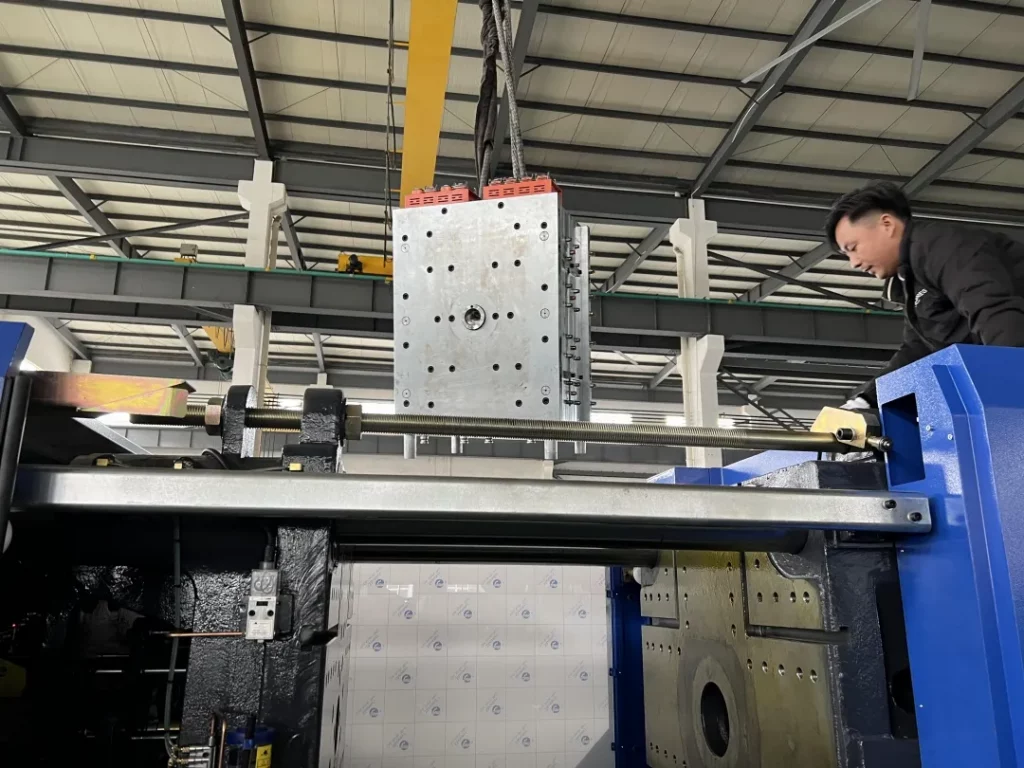

Using a crane to lift the mould and slowly move it into the tie-bar space.
It is better to put some thick cloth on the tie bar surface to prevent tie bar injuries during the lifting process.
- close the moving platen
Install mould location recess on the surface of the fixed half mould, close the moving platen to push the mould slowly approaching the machine’s fixed platen, and let mould location recess put into the machine fixed platen hole. Ensure mould centre and screw head alignment.
- clamp the mould
Close the moving platen tightly under manual mode after the mould aligns with the screw head to keep the mould clamped by two platens.
Then tighten 8 pcs clamps to fix mould upon the two platens. After the confirmed mould is fixed tightly on two platens, open the mould locks. Note: must confirm all the clamps are tightened to prevent mould from falling when moving.
Following the above five steps, you should have been able to install moulds well.
However, to let the whole water bottle cap-making line run, some other equipment still needs to be installed.
Mould chiller installation

How do cool the products in the mould cavities after shaped?
The chiller makes a continuous cooling water cycle in inner mould pipes.
We mark the chiller and mould inlet and outlet ports to facilitate the connection and use quick connectors to ensure plug-and-play.
About installation details, we will clarify in other content.
Mould temperature controller installation



Ensure the molten plastic fluid flows inside the mould, and the mould must be heated to the set temperature. Here, we heat the HDPE water bottle cap mould to 220 ℃.
The 64-point hot runner mould temperature controller also configured quick connectors to ensure plug-and-play. It’s really easy to install.
As an option, a touch display hot runner temperature controller is also a good choice.
Cooling tower installation
A cooling tower is a machine to cools water by transferring heat between hot water and air.
And it’s mainly used to cool injection moulding machines.
However, some customers use water chillers to cool moulds, and the cooling tower can also take the chillers’ heat away.
Here we equipped a 50Ton cooling tower for two 390ton servo injection moulding machines.
About the cooling tower installation, we discussed in the previous article how to connect the injection moulding machines and cooling towers.
Masterbatch blender installation

When seeing colourful plastic water bottle caps, maybe you won’t pay attention to how the colour is added to them.
Masterbatch blender machine could finish this process. Like colourful fruit juice, you can add oranges to make the juice orange colour, and you could also add blueberries to make the juice blue. And then use a small blender to mix; the juice colour would be very even.
Just need to connect the power plug, the masterbatch blender would work normally.
HDPE material auto-loader installation

How to add the material into the injection machine screw and barrel?
If the labour cost is very low in your country, you could employ some operators to add materials manually.
Nevertheless, if you want everything to be more efficient and seem neat, an auto-loader would be a good choice.
In this water bottle cap injection project, we equipped a 100kg loader to load HDPE materials into injection machine screws and cylinders.
The automatic loading machine will save a lot on labour costs for you.
HDPE material dryer installation

Some plastic materials need to be dry, such as PET materials need to be dry for four hours when making PET preforms.
If you want to know more details about PET preforms making, you could read the content here. And some new plastic materials don’t need to be dry, such as new pp.
However, recycled pp materials need to be dry. To make these water bottle caps, we recommend using new HDPE, say no to recycled HDPE materials. Because recycled HDPE is not good for people’s health.
In this project, we equipped a 100kg dryer, which was installed on the material inlet on the injection machine barrel.
You can plug the machine into the power supply port on the injection moulding machine, which could provide standard 380v, 3N, 50Hz voltage for the dryer.
Crusher installation

After everything is installed, the machine can run now.
But when the machine makes water caps, there will be some defective products. It would help if you had a crusher to granulate and reuse them.
It is also effortless to use a granulator; connecting the power cables and power on the crusher is enough.
Bottle Caps Injection molding
Thus far, you have installed all the machines. Now let’s go to the next section, injection moulding machine, and mold parameters setting.
Our injection moulding engineers set and saved those parameters of machines and moulds in the injection moulding machine chips.
When getting the injection molding machines, you only need to load the mold parameters. It’s very convenient to use.
If you want to know more details about the water bottle caps injection moulding parameters, please contact us.
Cap slitting machine
After the water bottle cap is produced, it still needs to be slit. As long as the cap is cut, there will be an anti-theft effect. People will screw the cap off the bottle, and the anti-theft ring will stay on the bottle.
Injection machine packing
We have given a brief introduction to making HDPE water bottle caps and how to choose and connect injection moulding machines.
Now let’s look at how we pack all those equipment. All these machines need two 40HQ containers to load.
Injection molding machine packing
Generally, injection molding machine packaging is bare with wooden pallets at the bottom. Our loading engineers will fix injection molding machines to the container sidewall and floor. And then, cover a big PE bag on the machine’s surface.
Molds packing
Mould packing needs more care and attention. Because the moulds may be corroded and rusted by the high salinity of seawater in sea shipping.
Thus, first, we will use compressed air to blow the water out of the old waterway. Then, we will brush the mould surface with anti-rust oil and use wrap film to wrap the mould surface. Finally, we will fix moulds to the wooden box base and nail the wooden boxes.
Other auxiliary machines packing
Other auxiliary machines would also be packed with wood pallets or wooden boxes.
Shipping out
After we pack all the machines well, they will be shipped out. Some customers have freight forwarders who will book the space and containers.
While if you don’t know how to ship the injection moulding machines and want to see the shipping costs, you could also contact us; we will arrange all the shipping business for you.
The above content is all about 1810 and 3025 caps making machines. If you still want to know more about the PET preform manufacturing, please get in touch with me.